News & Case Studies
Case studies, education, and news on MPE technology so that industry professionals can better understand our systems, grinders, and conveyors.
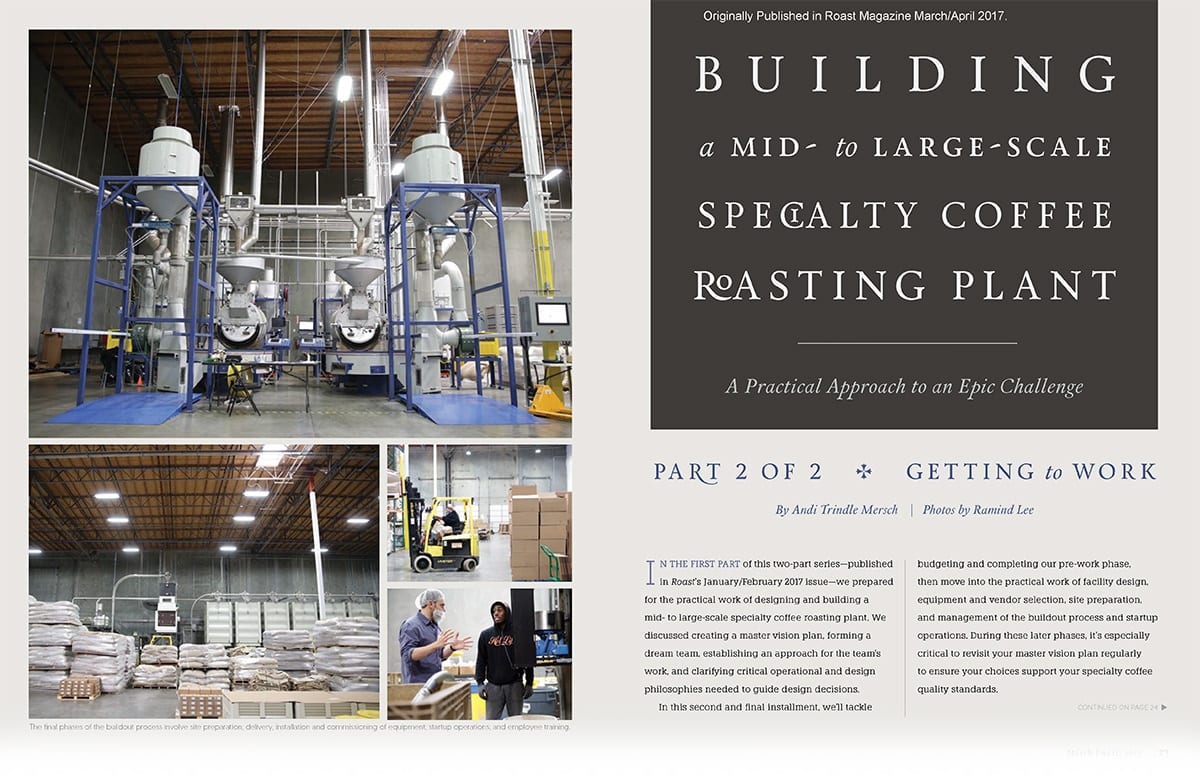
Part 2 of 2 — Getting to Work By Andi Trindle Mersch | Photos by Ramind Lee IN THE FIRST PART of this two-part series—published in Roast’s January/February 2017 issue—we prepared for the practical work of designing and building a mid- to large-scale specialty coffee roasting plant. We discussed creating a master vision plan, forming a
Caribou Coffee, the well known Minnesota-based coffee chain, installed cable tube conveyors in their roastery several years ago. Their first cable syste.
Not all coffee capsules are created the same.
MPE’s Black Ice Deflectors (pictured above) are another design innovation found inside IMD Series granulizers.
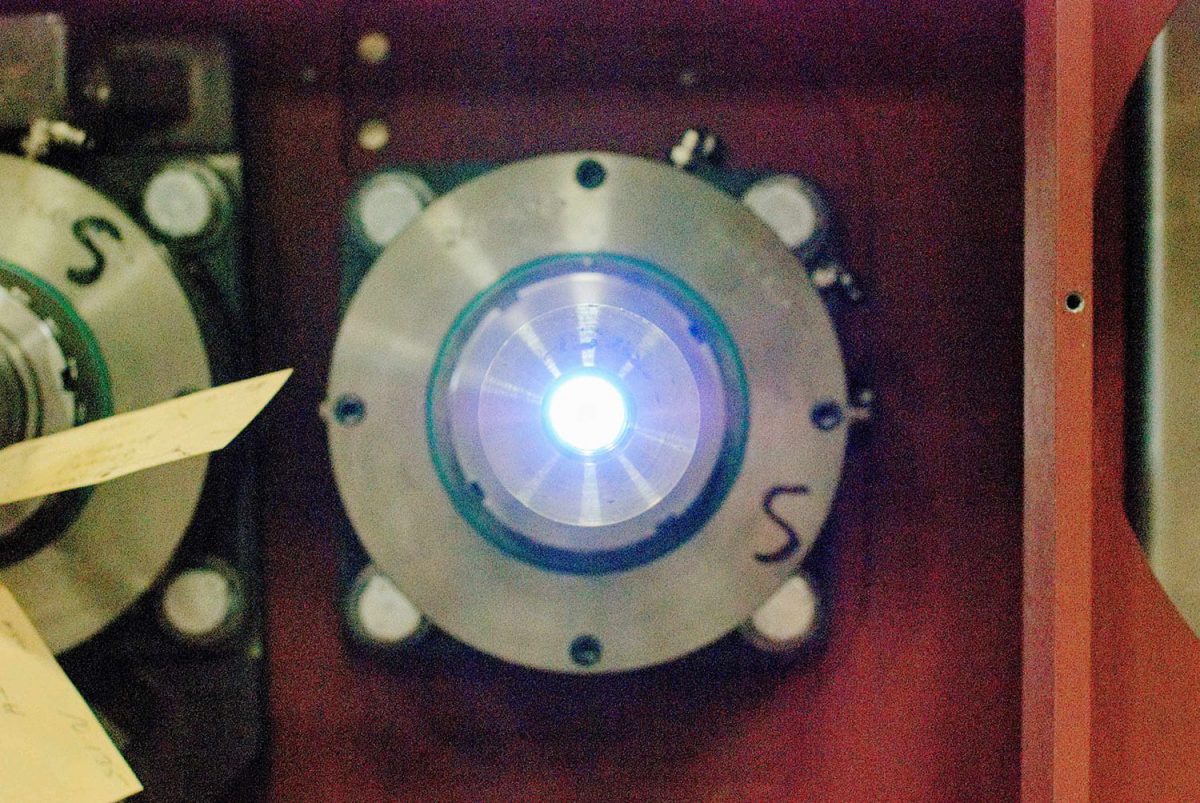
A light shines through a roll installed in an IMD Series granulizer to demonstrate the genuine thru-water cooling of MPE granulizer
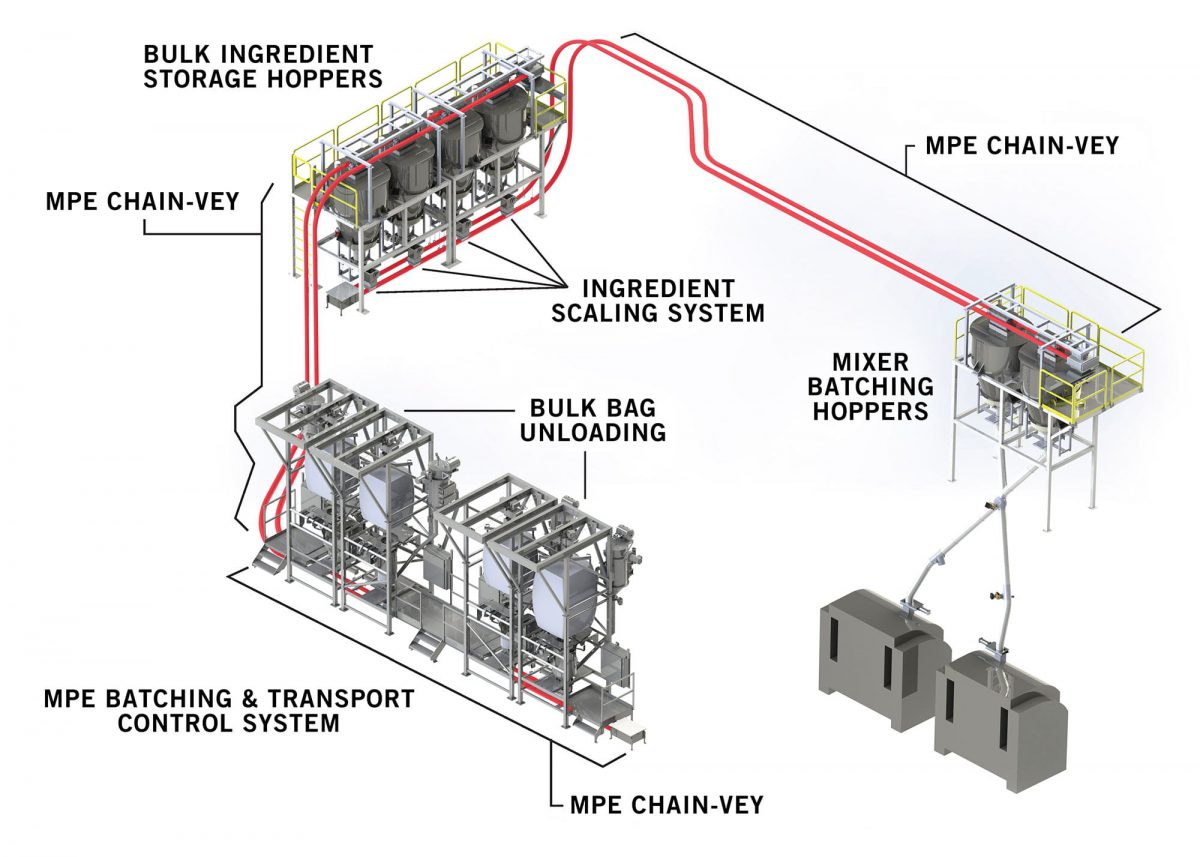
Bakery Co.* is a multi-billion dollar food processing company that produces a popular breakfast biscuit (and several variations) consisting of rolled oats, rye flakes, various flours and other ingr
The Chain-Vey Motorized Chain & Puck Cleaner (or motorized brush box) is a non-Rube Goldberg designed, surprisingly simple, fully enclosed unit for superior chain and puck cleaning capabilities.
VERENA’S NEEDS: Each system needed flexibility for employees handling multiple blends, batch sizes, grinds, flavors, etc. Additionally, Verena’s owners needed systems that could scale with projected growth without the need of replacing conveyors and equipment that had yet to make a return on investment. Verena took full advantage of its situation in building a new operation
Pet Food Co. is a multi-billion dollar pet food producer located in the US. One of their products is a kibble pet food for dogs, which involves extruding kibble meal into perfectly sized bits.
We are very happy when the work of our customer Green Mountain Coffee is featured on a TV show as fun and exciting as Unwrapped 2.0