Coffee Processing Plant: Process System Optimization











A large coffee import and processing company sought to expand its green coffee handling capabilities. MPE’s Systems Engineering team designed a custom process system with innovative technologies to meet the client’s specific needs.
Key System Features Include:
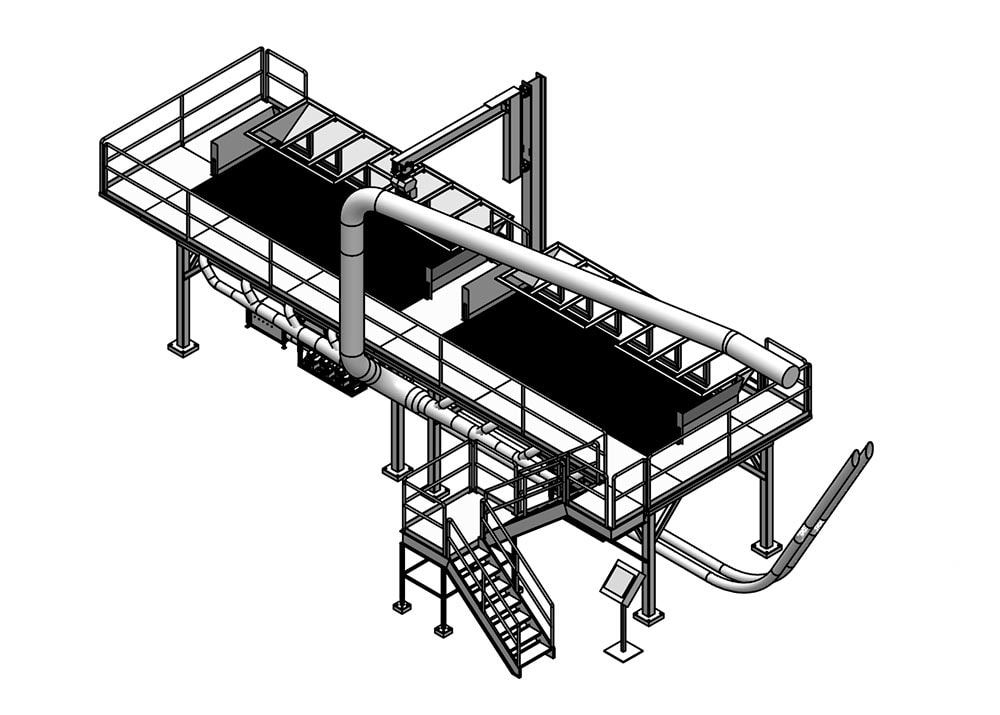
Mezzanine Intake
- Two-ton hoist for jute-bag coffee and super sacks
- High-efficiency dust collection
- Ergonomic worker-friendly design
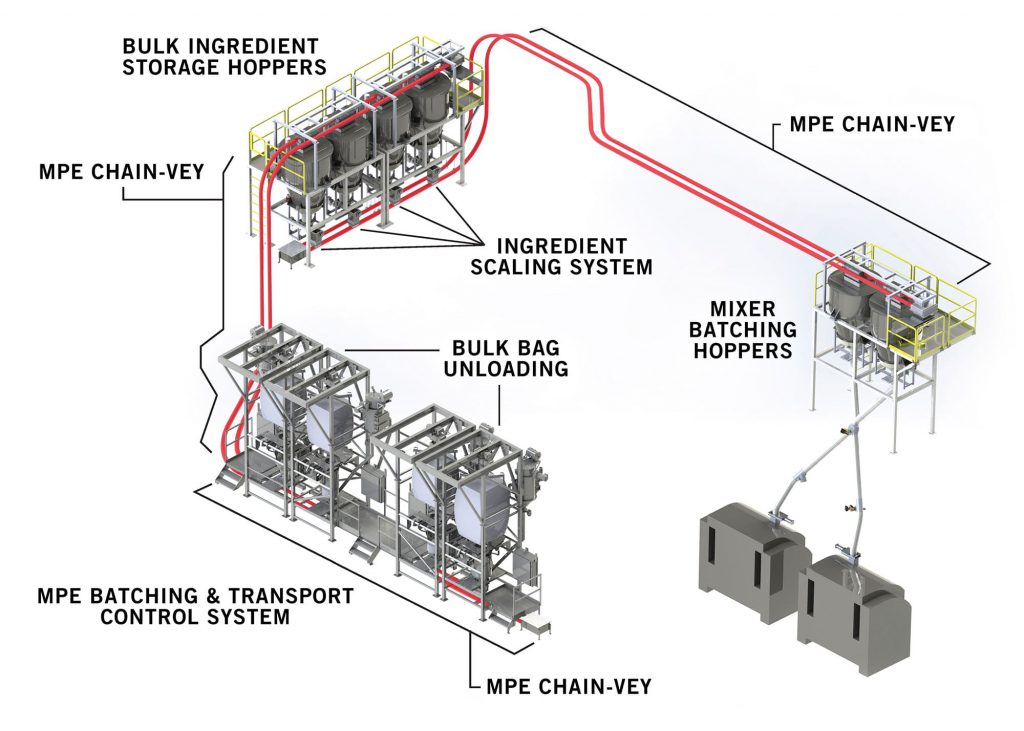
Conveyor Technology
- Chain-Vey tubular drag conveyor
- Transports 56,000 pounds of green coffee per hour
- 75% less electricity than pneumatic systems
- Significantly quieter operation
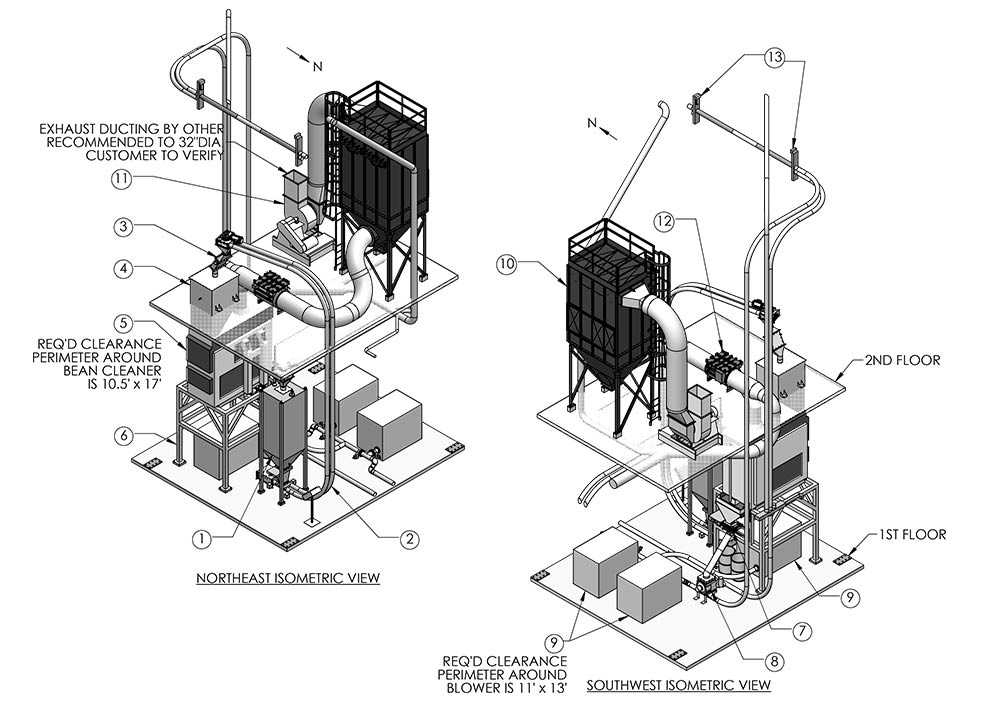
Green Bean Processing
- Bulk weigher for accurate tracking
- Multi-step cleaning with sieves and vacuums
- Magnet for removing metal fragments
- Precise storage and batching
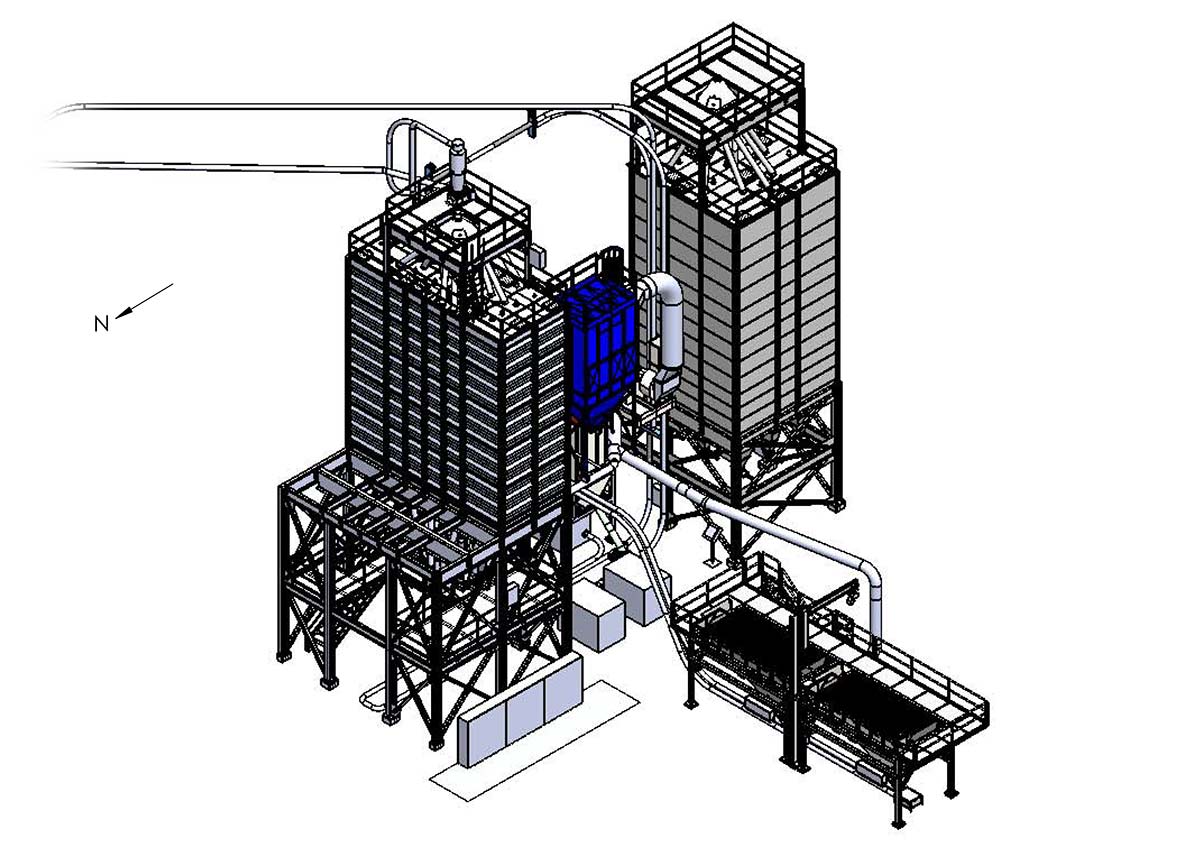
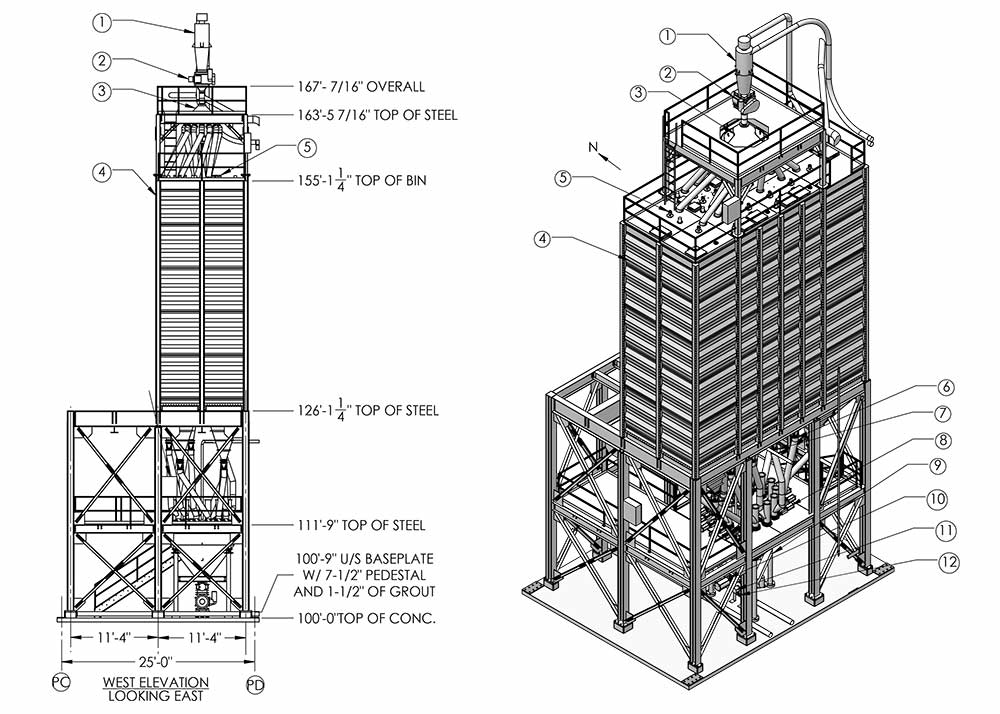
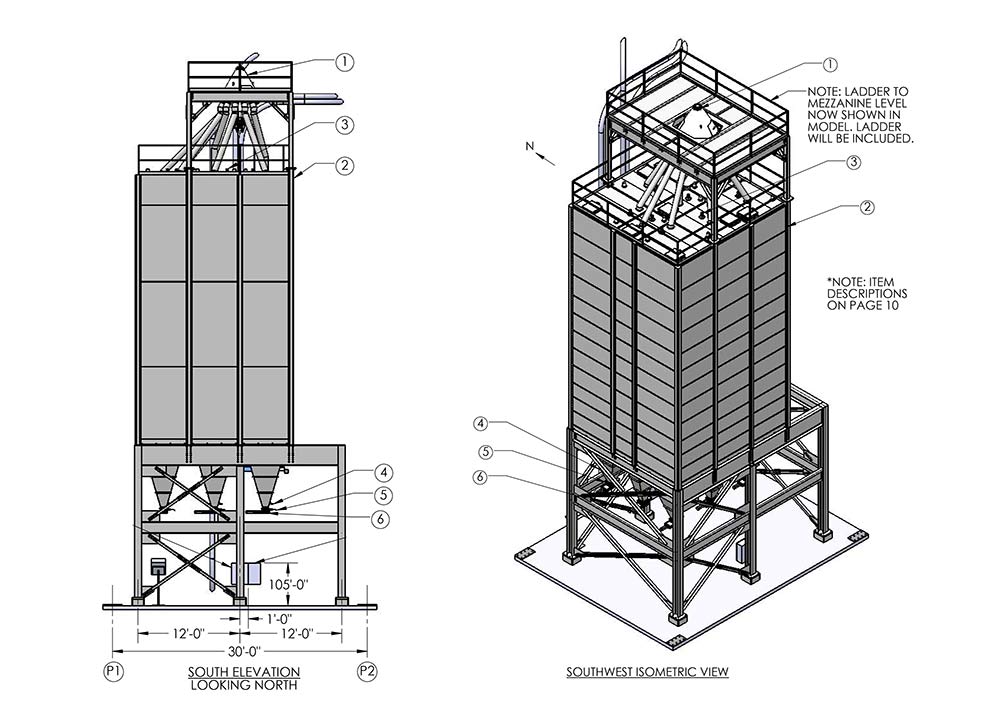
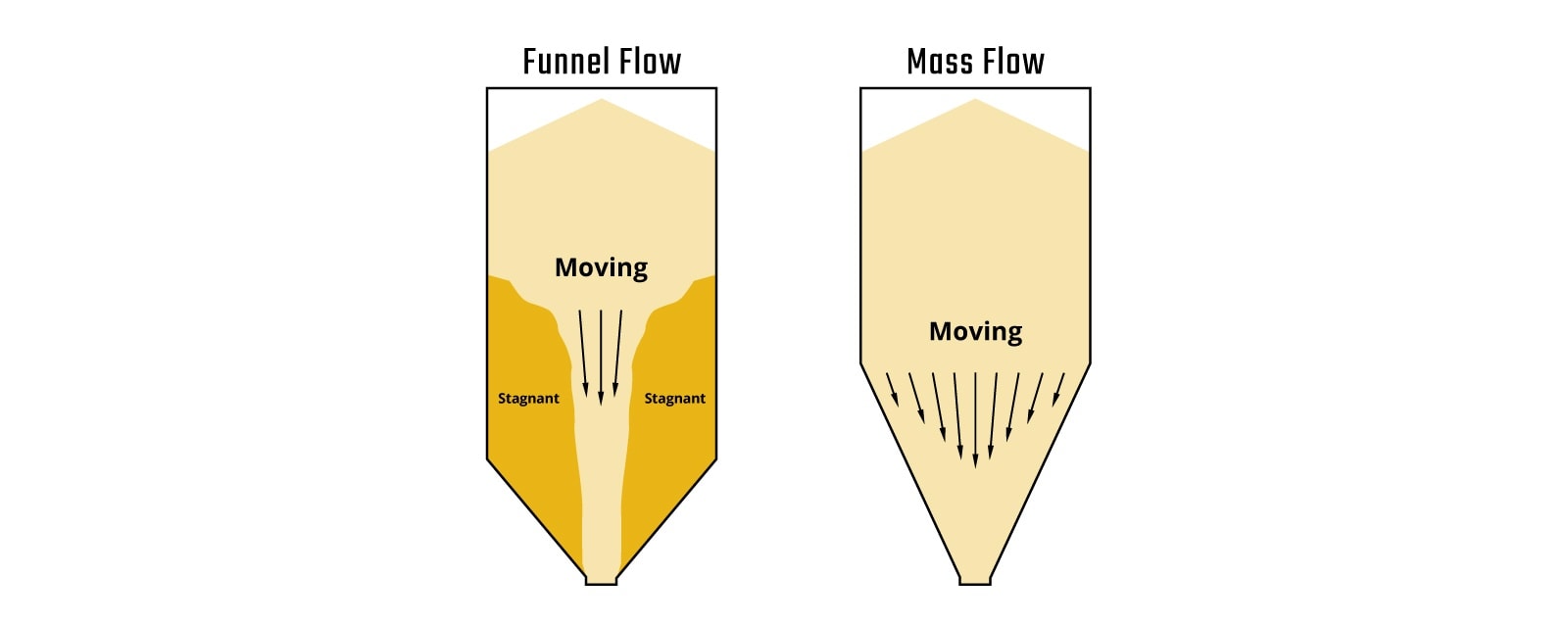
Silo Storage System
- Two silos with 12 chambers
- Mass flow design preserving blend quality
- Rotary distributor for batch management
Project Achievements
- 50,000 lb/hr green bean intake capacity
- Efficient, quiet conveying system
- Comprehensive coffee cleaning process
- Precise blending and storage capabilities