A large coffee import and processing company wanted to grow its green coffee cleaning, processing, and handling capacity.
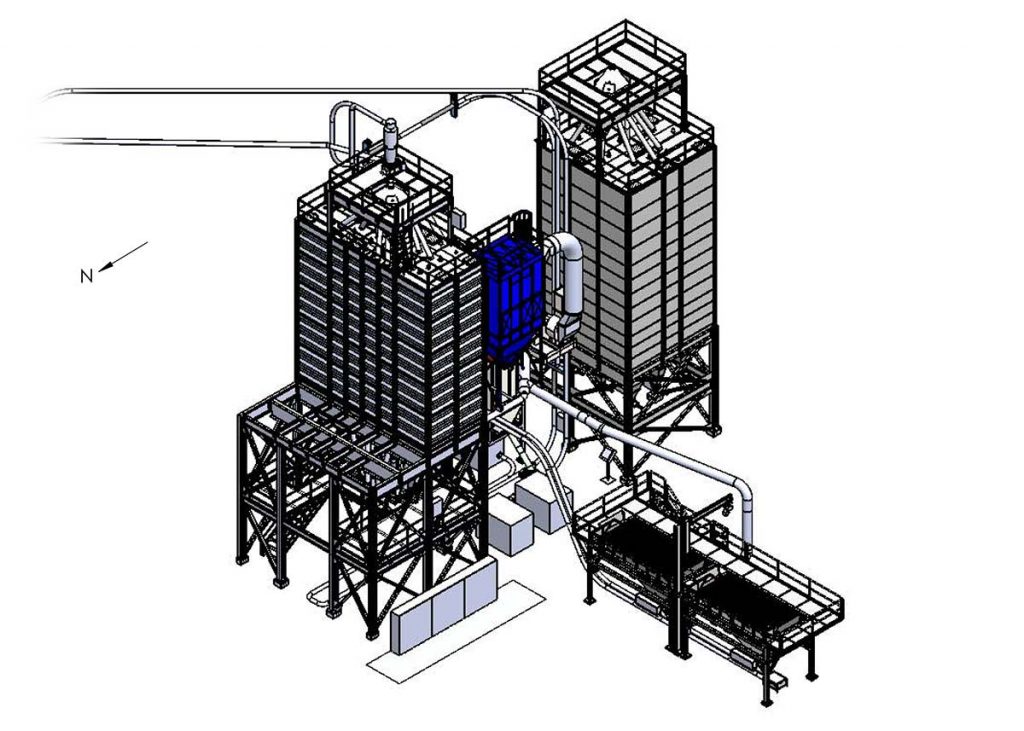
The company relied on MPE’s Systems Engineering Group to design the majority of its process system with key features such as tubular drag conveyance, custom-designed mezzanine funnels, automated batching, and dust collection, among others.
“We wanted to provide the customer with a custom solution based around their needs. That is one way working with MPE is different, as we do not force the customers into a one-size-fits-all system. We have both the engineering and manufacturing capabilities at MPE to deliver what the customer wants,” says Director of Business Development, Scott Will.
Mezzanine Intake with Lifting Arm




The first stage of this process system is the mezzanine with a two-ton hoist. The arm lifts entire pallets of jute-bag coffee and super sacks. The mezzanine’s target operating rate meets the customer’s desired rate – with headroom to spare. It is a high-efficiency system; meaning low noise and exceptional safety due to the built-in dust collection inside the funnel, which pulls all dust and debris away from atmosphere above the platform.
The dust collection component protects operators’ respiratory health. The table frame allows workers to cut open palletised jute bags at standing height – saving their backs from cutting at floor height repeatedly.
MPE’s six-inch diameter Chain-Vey tubular drag conveyor at the bottom of the funnel quietly and efficiently transports the green coffee at a rate of up to 1400 cubic feet (about 34 cubic metres) per hour, or 56,000 pounds (about 25,400 kilograms) per hour.
Vibratory feeders promote the flow of the abrasive green coffee into the conveyor. The coffee is carried upward and through an adjacent wall to the green bean cleaning system in another partition of the building. Had the customer gone with pneumatic conveyance at this juncture, MPE says workers would be exposed to noise levels in excess of 85 decibels, thereby reducing the ease of communication and requiring hearing protection to meet Occupational Safety and Health Administration requirements. Also, Systems engineers estimated a pneumatic conveyor with airlocks would have used around 37 kWh per hour, whereas Chain-Vey used only 9.2 kWh per hour. This equates to a 75 per cent reduction in electricity consumption.
Green Bean Cleaning System




The green bean cleaning system comprises (in order of process):
- Bulk weigher — this bulk weigher dispenses 500 lb (227 kg) increments of green beans for accurate tracking of the amounts going into the system for processing.
- Then conveyed using a Chain-Vey a roughly 40 foot vertical to the 2nd floor.
- String catcher — this catches any pieces of jute bag that may have fallen into the mezzanine funnel.
- Bean cleaner surge bin — the surge bin smooths out the flow of 500 lb increments of coffee so that the flow becomes continuous for next process.
- Bean cleaner — the bean cleaner is a multi-step machine that uses many sieves and vacuums to take out stones, non-coffee fragments, and dust.
- Magnet — the magnet removes any fragments of ferrous metals that could potentially have made their way into the processing journey from the coffee’s origin.
- Then the coffee is conveyed using a pneumatic conveyor to the top of the storage silos.
Green Bean Storage Silos
")
.")
.")
The first of the two green bean silos is designed to be a traditional storage silo for cleaned green coffee beans. The silos are 12 chambers put together, and fed by a rotary distributor at the top. Additional space on the frame of the base allows for doubling the number silos (and storage volume) when desired. Level sensors at the top and bottom give precise measurements of volume occupied in each silo. When plant managers are ready to batch coffee for processing, they open the slide gates at the bottom of each funnel into a scale hopper. The scale hopper weighs the amount of coffee added from each silo to build a batch recipe (such as a mix of green coffee of different varieties). Once the amounts dispensed are in the scale hopper, the slide gate under the scale hopper opens to let the green coffee batch in through an airlock and into a pneumatic conveyor.
The next steps following this are part of the customer’s additional processing, and outside of the scope of this project until the coffee returns after these processes.
Blended Green Beans Mass Flow Silos

.")
.")
When the green coffee returns fully processed and blended, it passes through a rotary distributor that directs the batch to the desired silo set by whoever is controlling the batching software.
When a specific silo is full or a batch is ready to be additionally processed – like roasting – or ready to be transferred to super sacks for sale to outside customers, the silo is emptied through a slide gate at the bottom and into a conveyor.
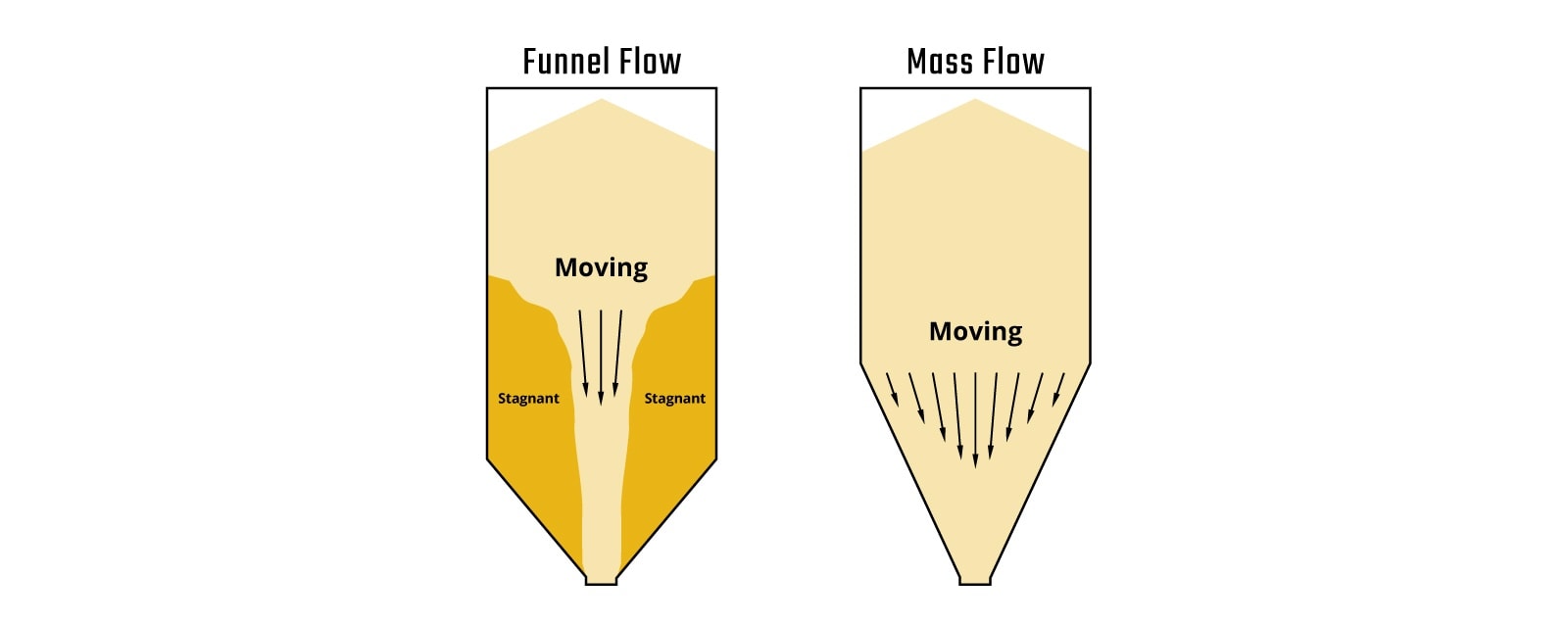
Because much of the silos are filled with blends of green coffee, composed of many different origins, each batch may have a variety of bean sizes. Ensuring that the larger and smaller beans do not segregate and de-homogenise the blend when the silo is being emptied is critical. Therefore, the design of the silo ensures mass flow, and not funnel flow. Read more about mass flow versus funnel flow. The wall surfaces and angles of the funnel ensure that both small and large beans exit at the same rate and ensure homogeneity.
Result
The coffee process system achieves all the specs set out at the beginning of the project:
- 50,000 lb/hr of highly efficient green bean coffee intake.
- Efficient and quiet tubular drag conveyance for moving the green coffee from intake to processing.
- Thorough cleaning of the the green coffee, removing all dust, out of spec material, metals, jute bag pieces, and so forth.
- Intermediate green coffee storage for exact dosing and batching of many types of coffee for blends.
- Mass flow storage for preservation of homogenized blends and transfer to bulk bag storage.









