Advanced Cleaning and Conveyance Solution for Peanut Processing
Leading CPG Brand





A leading CPG Brand sought to build a new roasting facility with enhanced food safety, efficiency, and product quality. MPE’s Systems Engineering team developed a comprehensive solution addressing critical processing challenges.
Key System Requirements
- Improved Food Safety
- Minimal Product Damage
- Enhanced Processing Flexibility
- Consistent Product Quality
Advanced Cleaning Process
Metal Detection
- Ferrous and non-ferrous metal screening
- High-sensitivity neodymium magnets
Mechanical Cleaning
- Screen separation of splits and oversized peanuts
- Consistent roast and flavor preservation
Optical Sorting
- Multi-sensor technology (cameras, lasers)
- 97% total foreign object removal
- Nearly 100% inorganic material detection
- Yield loss less than 1%
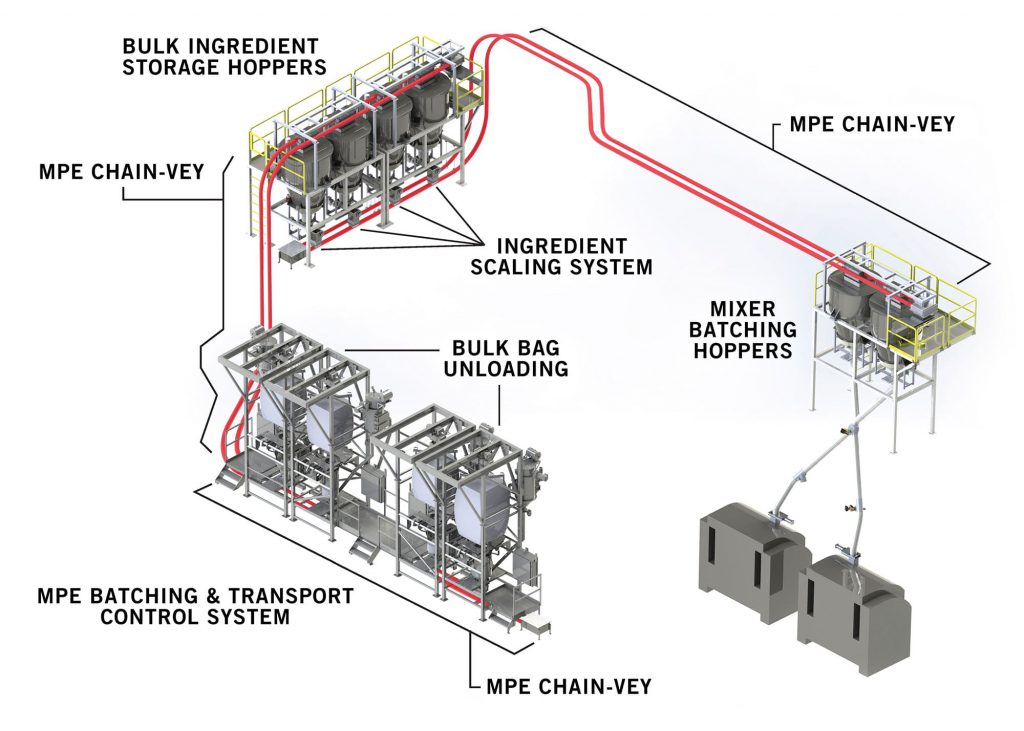
Conveyance Innovation
- Chain-Vey tubular drag conveyor
- Gentle product handling
- Zero peanut degradation,
- Flexible routing with multiple inlets/outlets
Outcomes
The system provides a robust, efficient solution for peanut processing, meeting stringent quality and safety standards while maximizing operational efficiency.
- Improved food safety
- Minimal product damage
- Enhanced processing flexibility
- Consistent product quality