
A large North American roaster needed to build a new coffee roasting plant. MPE Systems Group engineers managed the project from conception to commissioning.
From pre-design to commissioning, the project spanned roughly one year. The project was completed on-time, despite the Coronavirus pandemic. MPE’s commitment to the project is perhaps best exemplified by one systems engineer who stayed on-site during a lockdown phase to ensure the system was installed and started without any problems.
Intake from Burlap Sacks
Highlights of the Automatic Bag Slitter:
- Debagging of 60,000 lb/hr (27,000 kg/hr) of green coffee.
- A single operator can safely operate the bag opener, receive pallets from trucks or nearby warehouse, and remove stacked pallets and empty bags.
- Finished goods are automatically conveyed to the next process step, in this case cleaning, final weighing, and storage.
- Typical attrition rate of only 0.02% to 0.05% of green coffee lost. Up to 99.98% of green coffee is de-bagged successfully.
- Automatic stacking of eight (8) empty pallets for easy removal with forklift.
- Integrated dust collection systems keep the area clean and nearly dust free.
- Zero strenuous, repetitive physical labor required.
Read more on the Automatic Bag Slitter here.
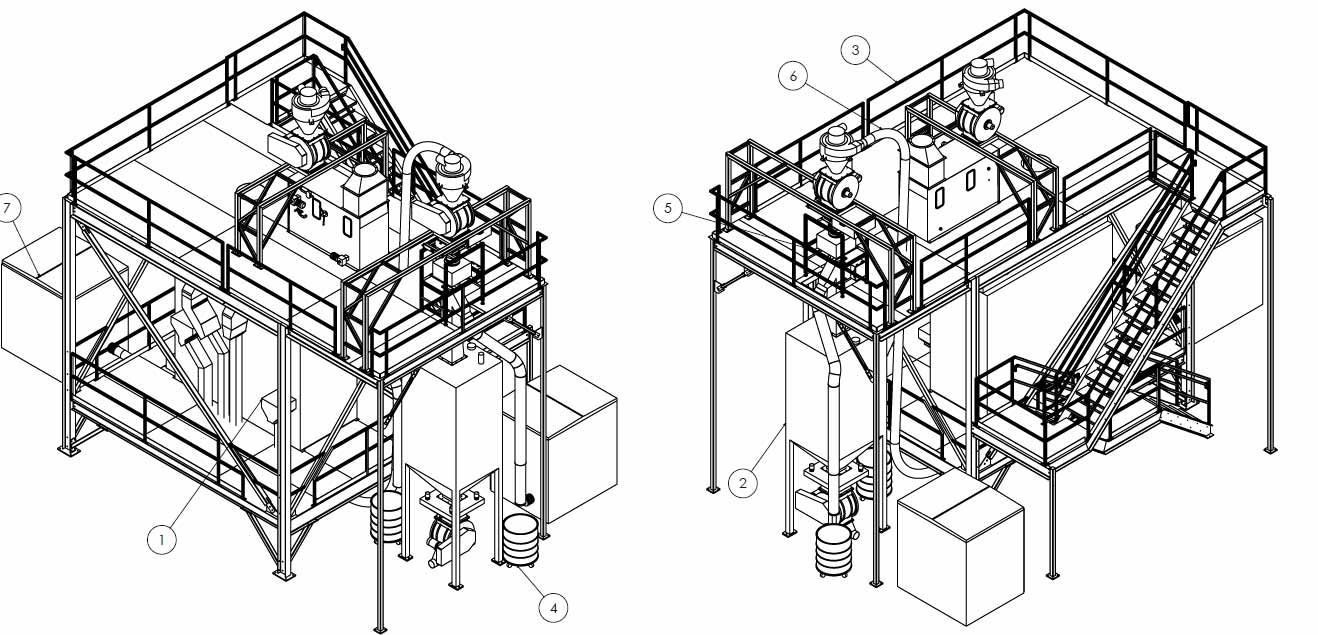
String Catcher & Cleaning

Side view of the cleaning mezzanine.

Magnet for ferrous and non-ferrous metals.
 and surge bin (right) highlighted.")
Green bean cleaner (left) and surge bin (right) highlighted.

String catcher
- The coffee first passes through a string catcher, which as the name describes, catches any remnants of burlap string in which the coffee was shipped.
- The green coffee then passes through a bean cleaner, which removes any debris, dirt, or out of spec beans from the process.
- Coffee is then carried up through a pneumatic conveyor into a magnet that ensures no ferrous or non-ferrous metals made it this far into the process.
- Then the coffee flows through a metal detector with an automatic reject valve, this process ensures minimal product loss, while maintaining uncompromising product safety.
- The coffee then falls into a bulk weigher that measures out 500 lb (227 kg) increments.
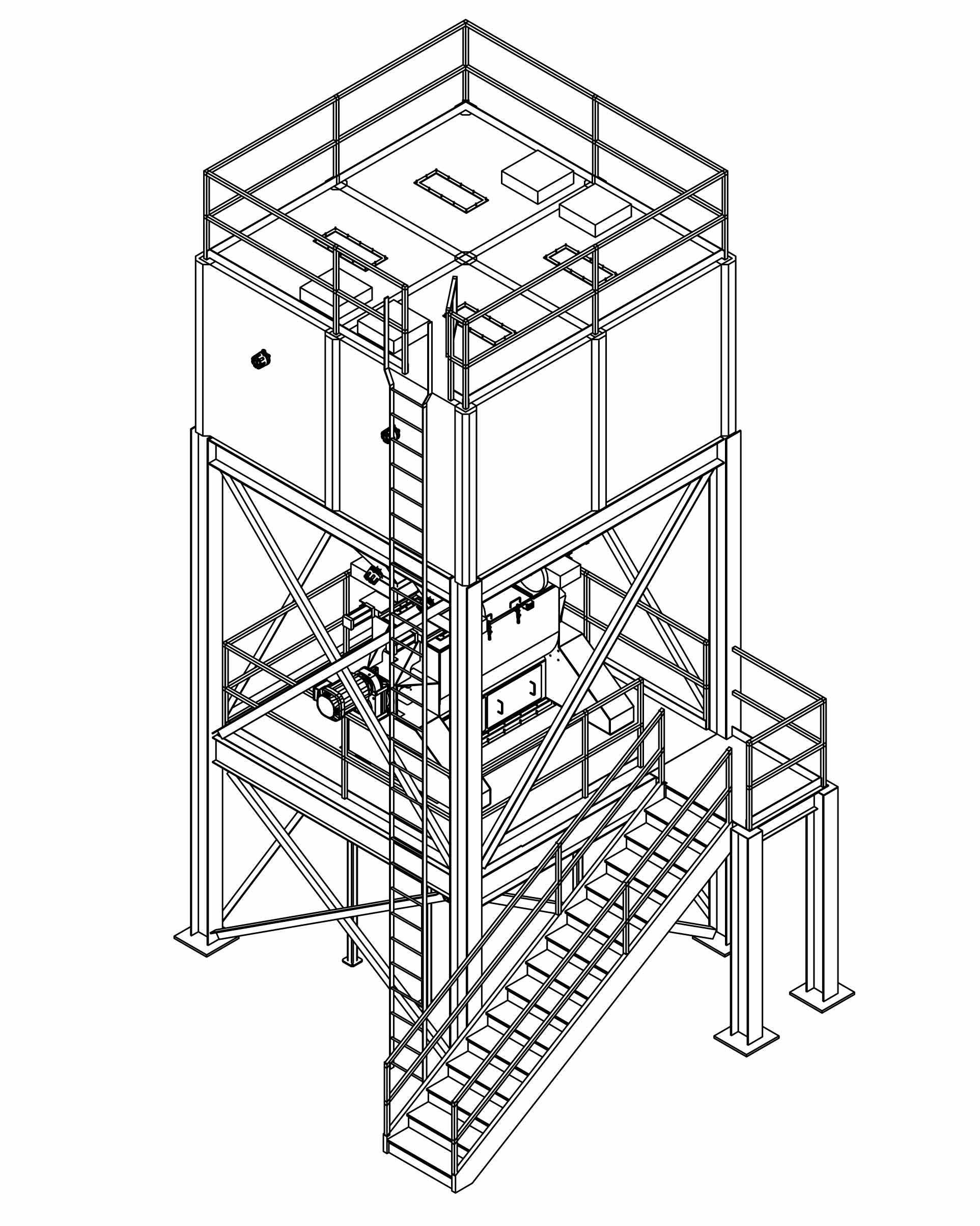
Green Storage

Another view of green bean storage silos. Weigh belts under the silos measure out exact amounts of coffee leaving to silos continuously, allowing for most efficient batching possible.

Drawing of green bean storage silos. Coffee is carried away using Chain-Vey tubular drag conveyors.

Green bean storage silos fed by pneumatic conveyors.
- The green bean storage array comprises (8) 20,000 lb (9,072 kg) capacity silos.
- The green bean storage silos are fed using pneumatics with three-way diverter valves.
- Flex tube diverters are used in this system, which lead to less bean breakage compared to rigid tube diverters.
- The green coffee leaves the silos and is measured using weigh belts, which are very accurate and allow the system to properly dispense contiguously, ensuring efficient operation and recipe adherence.
- (2) 5″ diameter Chain-Vey tubular drag conveyors transport coffee from the green storage silos to the roasting equipment. Read more on drag conveyors for coffee transport here.
Post Roast Storage & Blending



Roasted coffee storage mezzanine with blender below.
 allows for convenient quality control before transport to supersack filling or final packaging.")
View from under the post-roast mezzanine, after coffee has been blended. A sampling device (highlighted) allows for convenient quality control before transport to supersack filling or final packaging.
- (6) 4″ diameter Chain-Veys carry coffee from the roasters to the post-roast silos.
- The post-roast bean storage array comprises (4) 5,000 lb (2,268 kg) capacity silos.
- A paddle blender with Bombay doors, as they are known in the industry, sits below the silos.
- The roasted storage and blending system empties into Chain-Veys below, which transport the coffee to a supersack filling stations and rolling hopper.













