News & Case Studies
Case studies, education, and news on MPE technology so that industry professionals can better understand our systems, grinders, and conveyors.
Streamlining Ingredient Batching for a Pet Food Manufacturer Client: Mid-sized U.S. Pet Food ManufacturerObjective: Expand ingredient batching capabilities while reducing system complexity Challenge: A growing pet food manufacturer needed to increase their batching efficiency as part of their production expansion. Traditionally, they utilized two separate systems—comprised of auger, bucket, or cable-based configurations—to manage ingredient distribution
This case study explores the advantages that MPE Gran-U-Lizers have over hammermills and cage mills. MPE Gran-U-Lizers can achieve the same grind profiles with greater flexibility, thanks to precision roll gap adjustments that can be set at the touch of a button. Constructed from high-hardness materials, these precision-engineered roller mills provide unmatched robustness and reliability,
Sodium chlorate is an amazing compound that, when burned, creates plentiful oxygen. This chemical reaction is relied upon in airplanes, submarines, and space stations as a backup source of oxygen. Learn how MPE Gran-U-Lizers and MPE Systems Group are behind the processing of this product for a major aviation supplier. Aerospace companies, navies, and space
A large flour processor installed Chain-Vey tubular drag conveyors inside their process system for their reliability, ease of product changeover, and product non-sifting capability. Over the years of satisfied Chain-Vey ownership and great rapport between the plant managers and Chain-Vey sales team, plant managers inquired on automating the cleaning of one particular component. “Plant managers
A leading global manufacturer of colors, flavors, and other specialty food ingredients contacted MPE, interested in updating their older roller grinder. This roller grinder was used to resize thin candy sheets into smaller chunks and pieces, but was outdated and not producing a high yield of quality product. After contacting MPE, our experienced sales engineers
In this case study, we explore the use of MPE’s precision particle size reduction equipment for grinding silicon granules into seed for Fluidized Bed Reactors (FBRs). This process is key to producing an extremely pure silicon at a fraction of the energy when compared to other refining methods. An MPE engineered Gran-U-Lizer with special ceramic
A large scale salt processor in the Middle East reached out to MPE, partly based on MPE’s valued role in a large US-based salt grinding operation, to assist them in their own efforts to scale their grinding operation. The company’s Himalayan pink salt is a globally exported favorite, used by many at-home cooks and professional
Wicked Joe Coffee is a mid-sized roaster in the Northeastern United States. Their MPE-sourced system comprises all the processes from green bean intake to retail-ready bags of roasted whole bean and ground coffee. Their system is special for several reasons: Unlike other systems that require relatively large batch sizes for blend accuracy and scaled efficiency;
When other bulk material transfer methods came up short, a leading food manufacturer turned to MPE’s conveyance expertise to bridge the gap between two processing facilities, saving $6 million annually. As a key step in their operations, the global company needed to move 25,000 lb of product every hour from their processing facility to a
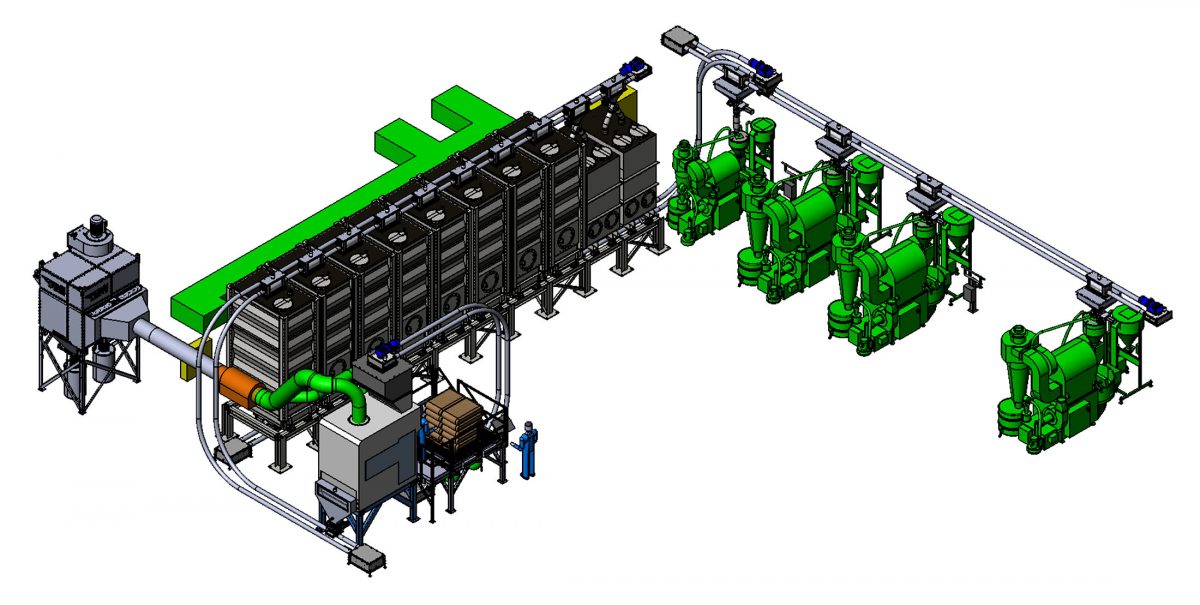
Context: A leading peanut processor needed to build a new roasting facility to keep up with increasing demand, improve food safety and replace existing capital with better and more efficient equipment. In the strategic planning phase, the search began with looking for the right engineering partner with the following attributes: One with expertise managing a