
Context:
A leading peanut processor needed to build a new roasting facility to keep up with increasing demand, improve food safety and replace existing capital with better and more efficient equipment.
In the strategic planning phase, the search began with looking for the right engineering partner with the following attributes:
- One with expertise managing a unique process end-to-end.
- Understood their organization throughout the project.
- Finding an agile engineering firm with the dry process expertise to manage the challenges.
- One that could provide onsite startup support.
- Knowledge of the products spanning a range of technologies (conveyance, bulk storage, cleaning, weighing, classification and more).
The requirements were the following:
- Q&FS: Quality and food safety were key in the successful execution of the project. In order to achieve the highest quality end product, best-in-class technologies engineered to efficiently remove defects and foreign objects at required capacities, while minimizing the yield loss in transfer and false detections
- Minimal Breakage: A process and selecting the right conveyance and equipment needed to result in extremely low breakage of peanuts and limiting splits from receiving to roasting.
- Highly Flexible: The system needed to be engineered to allow product to be pulled from multiple silos and delivered to multiple production lines efficiently and reliably. High OEE and minimal downtime were critical requirements.
Incoming Peanuts
Generally, peanuts are cleaned at the sheller prior to shipping to a Ready-to-Eat (RTE) facility. This means the peanuts may have gone through initial mechanical cleaning and destoning, which results in low incoming defect load (IDL). A low IDL of incoming peanuts is great, however, the customer could not risk tarnishing brand reputation or consumer safety solely on their supplier’s technology. A single stone or foreign object can also cause wear and tear on downstream equipment. An added benefit to additional cleaning prior to roasting is that if they were they ever to source peanuts from other suppliers, having advanced cleaning and sorting equipment as part of their own process mitigates some of the risks in new supplier qualification.
MPE Systems Project Manager, Chad Ware, and his team engineered a system to reduce the defect load to as close to zero as possible.
“Some of the foreign material that make it into peanut processing are dangerous for consumption, and some are simply a nuisance. This is a reality that processors must deal with. Peanuts can contain foreign objects that are both organic and inorganic.”
Chad Ware, Systems Project Manager
Examples of organic foreign objects can include Johnson grass, stones, other nuts, sticks, corn, or other allergens or mycotoxins like Aflatoxin. Inorganic items may include wood or plastic.
Achieving the Highest Quality
To detect and remove foreign objects, a typical cleaning system for a peanut includes metal detection, followed by mechanical cleaning using gravity tables and screeners. After these, running peanuts through an optical sorter prior to storage or downstream processing.
Metal Detectors

Metal detectors used in this system detect ferrous and non-ferrous metals as well as stainless steel. They have high sensitivities to detect small metal pieces that may be present from incoming product or metal on metal processes. After metal detection, the product stream then flows past neodymium magnets whose grade n50 has the highest commercially available pull.
Mechanical Cleaning

After the peanuts pass through the metal detector, the next stage is mechanical cleaning where product is passed through a series of screens to remove splits and oversized peanuts. By removing small immature peanuts and oversized peanuts, a more consistent roast and flavor is achieved.
Finally, product is optically sorted prior to being ready for downstream processes, including roasting. Optical sorters can use a combination of sensors such as cameras, lasers and hyperspectral technology to detect foreign objects with a high degree of accuracy. In this case, removal efficiencies in testing were over 97% in total and nearly 100% for inorganic materials such as plastic or pallet wood.
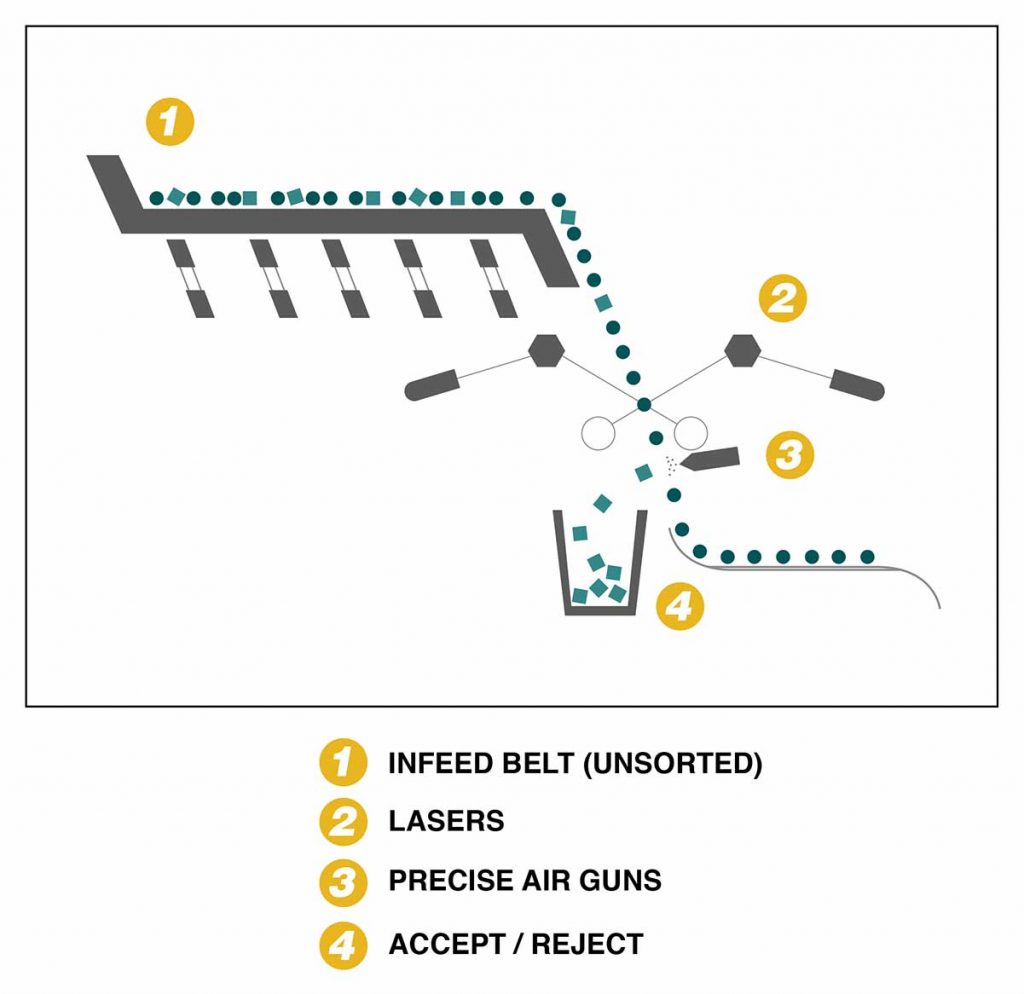
Whether the product is fed on a belt or scanned in free fall, product enters the optical sorter in a single layer to the sensor (camera, laser, etc). The feed of the product will determine accuracy of detection and ultimately ejection of the foreign body. Presentation and feed into the sorter is especially critical for success. Incorrect feed can result in foreign objects being missed and continuing in the product stream which can compromise consumer safety. MPE worked very closely with the optical sorting equipment suppliers under consideration and our customer to ensure that proper feed and reliable detection were understood and executed.
A representative for the optical sorting supplier used for this project remarked: “MPE’s attention to detail on this subject is one of the things that differentiates them from other engineering firms I’ve worked with in the past. They really spent the time to understand the technology as it related to the specific application and importance of feed to the sorters. I’ve seen this overlooked many times. When a processor spends a considerable amount of money only to find out later that they are not getting the results they were looking for, product feed is often the culprit.”
Blast Accuracy Matters
After scanning, or detection, foreign objects are then ejected using a precise air blast and are removed from the product stream and sent to trash. During this time, false rejects (good product being seen as defects) or collateral damage (good product being removed in addition to defects) can occur. Combine, the overall yield of good product being sent on to final processing or storage can be reduced. Accuracy in ejection varies widely among sorters and was a consideration during the selection process. Depending on how aggressively the sorter is set to detect defects and foreign material also can effect yield.

Yield loss was given much consideration as MPE evaluated sorters for this application. Tests of various sorters revealed yield losses (the total of defective product removed plus collateral good product removed) can be as high as 3%, which is too costly a loss for most processors however. MPE Systems Engineers and our customer ultimately chose an optical sorter that minimized yield loss to less than 1%, while maintaining the highest efficiency in removing defective product.
Once the product is cleaned and sorted, it is conveyed to storage silos where it will remain until used in production.
Conveyance

Chain-Vey is a tubular drag conveyor that gently moves the peanuts to various processing stages without breaking or damaging them (e.g., splits). Because Chain-Vey is a totally enclosed, mechanical-energy conveyor, it moves peanuts as a velocity too low to inflict any damage on the nuts. The common issue of splits, whereby the two halves of the deshelled nut separate is desired to be kept at a minimum, ideally zero. Chain-Vey’s gentle motion and soft bends that move the product far and high throughout the facility preserves the intact nut..
Another feature of choosing a tubular drag conveyor is that operators have flexibility in the design and ingredient management of the entire system. Say, for example, plant operators want to modify the RTE product, or change recipes, this is easy with a conveyor that has multiple inlets and discharges, as well bi-directionality.
“While we design projects with other types of conveyors like pneumatics and screw augers if it’s the right fit for the project, in this instance there was nothing even close to the compare Chain-Vey’s flexibility and gentleness. When startup time came, Chain-Vey did exactly what it was supposed to—it moved peanuts from point A to point B and you couldn’t tell they had been moved. Zero degradation” says Jill Miller, Director of Key Accounts at MPE.
“Seeing the look of satisfaction from the customer that everything worked exactly as it should is a great feeling for everyone involves. Not only for us, but the customer’s team too,” adds Miller.








